

螺杆等离子堆焊修复工艺介绍
中国塑料机械起始于20世纪五十年代末期,随着中国石油化学工业的发展,中国塑料机械工业逐步形成了一个独立的工业部门,并初具规模,中国已成为世界塑机台件生产的第一大国。
塑料通过挤出机塑化成均匀的熔体,并在塑化中建立的压力作用下,并使螺杆连续地定温,定量,定压地挤出机头。大部份热塑性塑料均采用此方法,螺杆挤出机有多种不同的型号和规格,最常用的挤出机就是螺杆挤出机。
塑料机械的完善程度直接影响塑料半制品或制品的质量、产量和成本,因而必须能适应塑料配混和加工过程的温度和应力的变化,以及由此而引起的熔融物料性能变化,并适应化学腐蚀和机械磨损等特殊条件。
采用等离子堆焊技术修复的塑料机械更能适应行业需求,接下来以塑料行业螺杆修复为例介绍等离子堆焊修复。
01
等离子粉末堆焊工艺综述
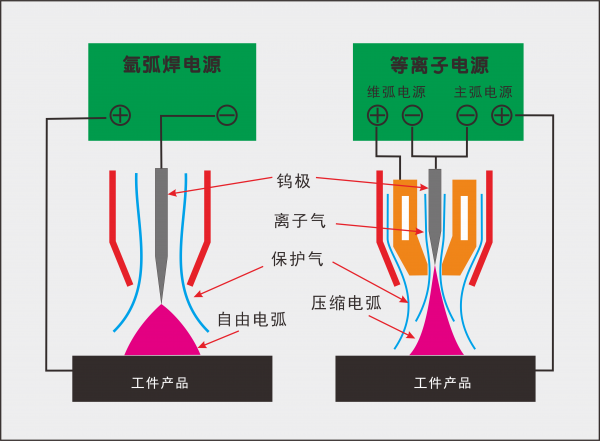
等离子粉末堆焊是一种先进的堆焊工艺,它是采用氩气等离子电弧作热源,采用粉末状合金作填充料的自动堆焊方法。相比于传统的电焊、氩弧焊等堆焊方式,等离子粉末堆焊存在着堆焊成型好、熔深可控、结合度高、致密度好、易于实现自动化等特点,因而也是阀门企业申请特种设备制造许可证(TS)A级认证时,相关认证部门要求必备的设备。
1.等离子粉末堆焊设备工作流程
(1)电弧产生
设备内部有两种电弧发生装置,分别供给非转移弧和转移弧。两个电源的负极并联在一起 ,通过电缆接至堆焊枪的钨电极(负极)。非转移弧电源正极通过电缆接堆焊枪喷嘴,转移弧电源正极通过电缆接工件。冷却水通过水冷电缆引至焊枪,冷却喷嘴和电极。氩气通过电磁气阀和浮子流量计进入堆焊枪。电源接通后,借助高频火花引燃非转移弧。再借助非转移弧弧焰在钨电极和工件之间造成的导电通道,引燃转移弧。转移弧引燃后,可保留或切断非转移弧。其主要利用转移弧在工件表面产生熔池。
 (2)焊粉输出
(2)焊粉输出
合金粉末由送粉器按需要量连续供给,借助送粉气流(一般是氩气)送入焊枪,并吹入电弧中。合金粉末在弧柱中被预先加热,呈熔化或半熔化状态,喷射到工件熔池里,在熔池里充分熔化,并排出气体和浮出熔渣。
(3)参数调节
通过调节转移弧和非转移弧电流,送粉量和其他工艺规范参数,来控制熔化合金粉末和传递给工件的热量。随着焊枪和工件的相对移动,合金熔池逐渐凝固,在工件上获得所需要的合金熔敷层。
2.等离子粉末堆焊工艺特点
等离子堆焊由于利用等离子弧作热源和采用合金粉末作填充金属,从而与其他表面堆焊方法相比较,具有许多优点。
(1)熔覆速度快,生产率较高。
(2)熔深可控,稀释率低。
稀释率主要指堆焊层与基体的重叠融合处,其作用是控制堆焊的结合强度。如稀释率过小则强度低(又冶金结合转变为机械结合形式)如稀释率大则会影响堆焊层材料的性能和造成堆焊层收缩应力大,出现开裂现象。一般控制在5%-10%左右。稀释率如下图:

(3)堆焊面平整光滑,致密度高,可实现0.5-5mm的堆焊面一次完成。
(4)工艺稳定性好,喷焊层质量高,可长时间连续获得稳定的堆焊层,且堆焊面无气孔、沙眼等堆焊质量问题。
(5)合金粉末制备简便,使用材料范围广,可选用钴基、镍基、铁基、铜基等粉末型焊材,且可以根据工况直接配方。
(6)可根据需求配备专机、机器人等,易于实现自动化,减轻劳动强度。
(7)粉末利用率高,利用率可达到90%以上。
02
二、螺杆概述
螺杆作为塑料机械核心部件,其使寿命非常有限,属于易损备件。在行业应用中为提高生产效率,减少设备停机维护等。所以采用等离子堆焊实现螺杆做了表面强化处理(耐磨、耐高温、耐腐),从而达到工况需要。
03
三、螺杆材料
塑料机械螺杆本体材料制造商90%以上要用38CrMoAl(高级氮化钢)还有一部分采用42CrMo。
38CrMoAl材料是高级氮化钢,主要用于具有高耐磨性、高疲劳强度且热处理后尺寸精确的氮化零件,或各种受冲击负荷不大而耐磨性高的氮化零件,如镗杆、磨床主轴、自动车床主轴、蜗杆、精密丝杆、精密齿轮、高压阀门、阀杆、量规、样板、滚子、仿模、气缸体、压缩机活塞杆,汽轮机上的调速器、转动套、固定套,橡胶及塑料挤压机上的各种耐磨件等。
04
螺杆等离子堆焊修复工艺
1.堆焊材料
镍基合金粉末(一般镍60)、镍基碳化物(根据产品需求以镍60为基粉加入对应比例的碳化物粉末)。

2.粉末要求
(1)根据产品所需性能(耐磨,耐腐,耐高温)选择合适的合金粉末。
(2)选择合金粉末时尽量与基体材料的热膨胀系数接近。以免热膨胀系数过大,产生较大的收缩应力,造成产品开裂现象。也可通过预热与保温工艺来控制开裂。
(3)合金粉末采用自熔型粉末,流动性能好(球型颗粒粉末最佳),粉末粒度均匀。可提高堆焊稳定性。
(4)送粉速度均匀,速度一般为10-30g/min。粉末粒度范围150-300钼之间最佳。气体流量范围2.0-2.5L/min
3.螺杆要求
堆焊表面需要堆焊合金粉末的螺杆,前提保证螺杆表面无油,无锈,无明显缺陷。
4.设备要求
设备是由等离子粉末焊机及自动化堆焊工装(选配)组成。
(1)等离子粉末堆焊机
我公司生产的等离子粉末堆焊机主要机型有:DML-V02BD(100A)、DML-V03AD(160A)、DML-V03BD(300A),功率有大有小,可根据实际工况需求选型。主机电源采用高度集成一体化设计,性能优越体积小,制冷水箱安装大功率压缩机,可保持制冷水长时间处于恒温状态,保证长时间连续工作需求。

(2)自动堆焊专机
针对塑料机械领域,我公司开发出自动堆焊专机,适用于螺杆和料筒的表面熔覆合金层,先后服务于舟山定海金石塑料机械有限公司、舟山欧盛达塑料机械有限公司、舟山市光明塑料机械有限责任公司等企业。
专机总体采用变位机加机械臂方式,配合步进电机(可选伺服电机)、直线滑轨、摆动器、弧压跟踪装置(选配)等,行走精准,震动小。专机控制系统使用PLC系统,内置多种堆焊程序,可以针对各种复杂产品实现编程解决,比普通的数控系统操作更容易上手。另外,也可以根据客户需求添加CNC控制系统。旋转机构采用精密回转支撑机构驱动,承重大、旋转精度高,并采用伺服电机控制,旋转角度精准。
参考设计图如下:


5.工艺流程
螺杆表面去油处理-螺杆表面预热处理预热温度350度-400度保温时间(根据工件大小)预热温度均匀-螺杆堆焊(螺棱宽度〉10mm以上采用焊枪摆动焊)-焊完保温(石棉保温缓冷)
注意,螺杆预热采用火焰预热,优点预热覆盖面大,成本低,预热时效高,可采用双枪预热而且与机床固定于螺杆同步螺旋行走,双枪可采用前置与后置法跟进,堆焊枪在中间,前枪目的以预热为主(工件发蓝即可且温度枪测试温度为350-400度之间)后枪目的以小火控制焊后温度为主。
螺杆修复等离子堆焊机控制范围:
一次堆焊的厚度 ----------0.5-5mm左右
一次堆焊的宽度 ----------2-10mm左右
粉末粒度 -----------50-300目
粉末堆焊效率 -----------≥90%
稀释率 -----------5%-10%
05
五、案例分析

螺杆直径60mm,长度2500mm,螺距50mm,堆焊镍基合金粉末,单边槽焊,用时40分钟。
1.焊接参数
|
电流 |
离子气 |
送粉气 |
保护气 |
送粉转速 |
工作距离 |
旋转转速 |
|
65-75A |
0.8-1.2 L/min |
2.0-2.5 L/min |
5-10 L/min |
35-45 R/min |
5mm |
2R/min |
2.工艺效果
堆焊后的螺杆
1)耐高温,高温下不容易变形;
2)耐磨损,延长使用寿命;
3)耐腐蚀,增加忍耐物料腐蚀性;
4)高强度,可承受大扭矩,高转速;
5)具有良好的切削加工性能;
6)热处理后残余应力小,热变形小等。


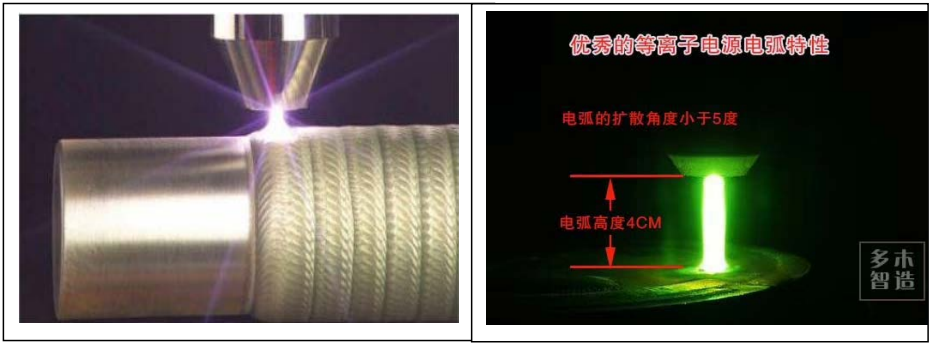
应用案例



视频
综合评估:
由于等离子弧焊具有弧柱温度高,使用粉末喷焊等优点,可以大大简化堆焊材料的制造过程,特别是可以利用多种合金元素,在等离子弧的作用下可以得到不同性能的硬面效果。且稀释率低、结合度强、工作效率高、工艺过程简单无需特殊处理;操作灵活、移动方便可现场施工、可自动或半自动不受工件特殊位置限制;堆焊过程易实现机械化、自动化;可用焊材广泛可根据客户要求自行配置等,特适于金属机械表面强化处理、再生修复。
更多塑料机械配件耐磨修复:












