
返回列表
盾构刀具堆焊应用案例
盾构刀圈碳化钨硬质合金颗粒焊接这是一种焊接过程,主要是把耐磨的碳化钨颗粒(70Rc)镶嵌在耐磨堆焊的熔池里在恶劣的磨损环境中碳化钨颗粒具有较好的耐磨性能,比碳化铬耐磨要高1-4倍。耐磨堆焊焊丝和碳化钨硬质合金有较好的耐磨和冲击应用。因为较软的焊丝磨损会使碳化钨脱落,而硬度可以减少这种情况的发生。
案例详情
盾构刀圈合金颗粒堆焊工艺
其实就是盾构机上的一个工件,适用我们平常听到的盾构刀圈 (盾构机刀圈)于中硬岩层条件破岩作业,它的特点是可以承受较大的冲击载荷,并具有较好的耐磨性能,但是有些地区刀圈制造费用相对较低,耐磨性差,使用寿命也短。因此结合一些厂家需求,生产出更好的堆焊工艺来提升盾构刀圈的使用期限。
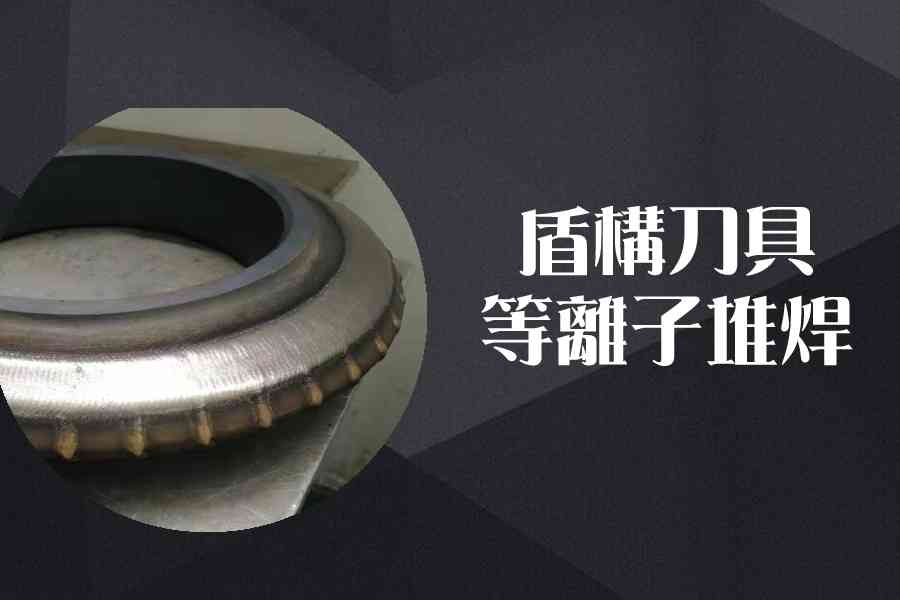
自动化表面耐磨堆焊/涂层设备应用工艺即WC合金颗粒堆焊是一种新型的堆焊工艺,耐磨层深3-5mm,或是多层堆焊硬度可以达到60-80HRC比图片展示的是新的焊接设备及焊接效果图片 (仅供参考,具体焊接工艺需要结合实际生产来确定)
盾构机滚刀刀圈如果采用韧性比较好的钢材,则刀圈耐磨性比较差如果采用耐磨性比较好的钢材,则刀圈的韧性又比较差,所以目前多数舍去刀圈的韧性,让刀圈具有较高的耐磨性。
使用新型碳化钨合金颗粒堆焊设备的目的在于克服上述技术的不足而该工艺堆焊出的一种盾构机滚刀刀圈,既具有较高的韧性又具有较高的耐磨性,使用寿命也比之前好很多。
硬质合金颗粒焊接工艺可在建筑、农业采矿、疏浚、钻井、能源和工业等领域较强的耐磨性和使用性。
盾构刀圈碳化钨硬质合金颗粒焊接这是一种焊接过程,主要是把耐磨的碳化钨颗粒(70Rc)镶嵌在耐磨堆焊的熔池里在恶劣的磨损环境中碳化钨颗粒具有较好的耐磨性能,比碳化铬耐磨要高1-4倍。耐磨堆焊焊丝和碳化钨硬质合金有较好的耐磨和冲击应用。因为较软的焊丝磨损会使碳化钨脱落,而硬度可以减少这种情况的发生。
以上所有说明,都是仅供参考,具体结合实际生产情况进行生产、焊接、加工。

应用案例



NO.1
现场使用





客户现场 应用案例
推荐产品








关注公众号

扫一扫,加好友
“十年磨一剑、静水潜流“ 引领等离子智能装备行业进步!“深耕、铸魂”用原创科技,助力中国制造业腾飞!
分享至:
友情链接:
Copyright
©
2020 上海多木实业有限公司 「生产厂」专注等离子堆焊机与焊接 销售喷焊与激光熔覆设备 高端等离子电源
备案号:
沪ICP备11050171号 沪公网安备31011402004631号 谷歌地图 百度地图