
激光束焊(LBW)-焊接百科
发布时间:2021-07-12 05:02:26 次数:1
激光束焊(LBW)是一种熔化连接工艺,它靠集中的、相干的、单色的光撞击焊缝接头产生的热量来连接材料(见图3.40和3.41)。激光束的高能量使部分接头金属气化,形成由熔化金属围绕的小孔。随着激光束沿接头向前移动(或是激光束下的工件向后移动),熔化金属从小孔周围的前面部分流向后部并凝固形成焊缝金属。其设备相当复杂,见图3.43。激光焊和激光切割设备的主要部件是激光装置。在设备中,激光装置放置在端部的反射镜之间。中间的激光被激发或“泵激”,中间的原子或分子被注入了比常态更高的热量,形成一个连贯的,单一频率的电磁辐射光源。光在端部的反射镜之间来回反射,每一次放射都会增加其能量。结果是该装置发射出激光束。Laser(激光)就是“Light Amplification by Stimulated emission of radiation(受激辐射式光频放大器)”的缩写。 激光束具有非常小的截面,没有分叉或发散。所以,它可以通过光纤或反射镜传送到很远的地方。光束可以通过镜头或反射式聚焦器在工件上聚焦成非常小的点。这使光束具有很高的能量密度以满足各种材料的加工任务的要求,这些加工任务诸如焊接、切割和热处理。小的激光束可以获得很窄很深的焊缝(见图3.42)。
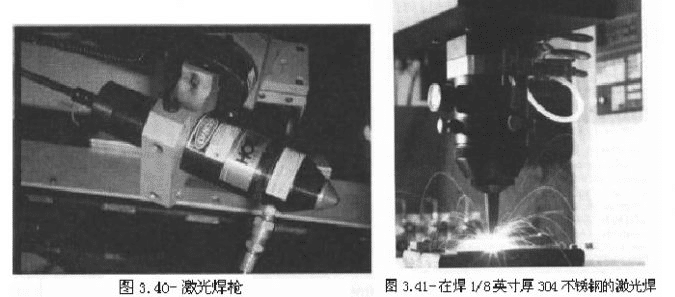
激光焊枪
用于焊接的激光器主要是固体激光器或气体激光器。在固体激光器中,使用neodymium-doped, yttrium aluminum garnet(Nd-YAG) 晶体来产生连续的单色激光束,输出功率范围在1至10kW。用于焊接的典型气体激光器是CO2激光器。它们采用电击发,能输出高达25kW的连续或脉冲激光束。这种激光在1-1/4英寸(32mm)厚的钢上实现单道全焊透焊接。 LBW是非接触式工艺,所以不需使用要压力。惰性气体保护熔池以避免氧化,有时也使用填充材料。
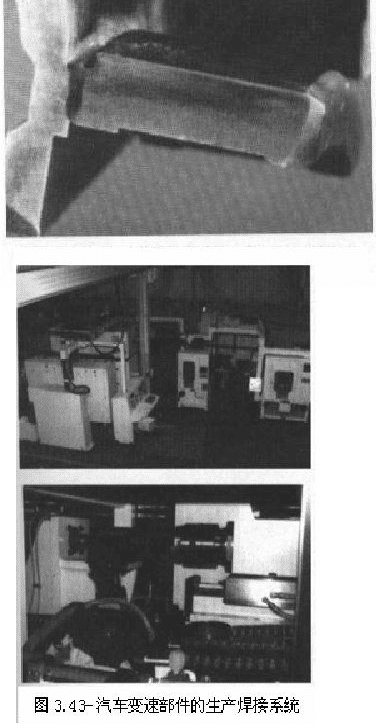
汽车变速部件的生产焊接系统
激光束焊的主要优点包括: 总热输入量低,因此热影响区晶粒不易长大且工件变形小。 采用小孔焊接技术焊接时可以得到大熔深-宽度比(on the order of 10:1)。 单道激光焊可用于厚达1-1/4英寸(32mm)的材料焊接。 激光束可以聚焦很小的区域,可以焊接薄、小和空间很小的部件。 可以焊接各种各样的材料,包括物理特性不一样的异种材料。 激光束能容易地使用光学器件进行聚焦,排列及改变方向。因此,激光器可以放置在离开工件的地方,并且,激光束可以改变方向以绕过工装和障碍物达到工件。 激光束不会象电弧和电子束焊那样受磁场的影响。 不需要象电子束焊那样的真空和X射线保护。激光束可以使用光学变换装置传送到一个以上的工位。
激光束焊有以下一些局限: 接头必须精确地定位在激光束下。 要求使用I形坡口对接接头。 工件通常必须用力夹紧。 高反射性和高热传导性的材料,如铝和铜及合金,会影响它们的可焊性。 快速的冷却速度会在热影响区中产生裂纹、材料变脆,并在焊缝中留下气孔。 高能量的激光常会在焊接接头上方产生羽毛状气化物,这会影响激光到达接头的能力。因此需要一个等离子装置,通过惰性气体来吹开这些羽毛状气化。 设备昂贵,一般在100,000美元。
推荐新闻








